| |
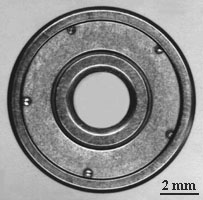
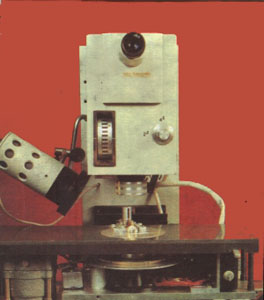
| Подшипник 2-80023Ю с приваренными точечной лазерной сваркой защитными шайбами. Сварочные деформации не превышают 0,7 мкм. | Лазерная сварочная установка (на базе технологического лазера"Квант-12") |
Существуют два типа закрытых подшипников: подшипники с резинометаллическими уплотнениями и подшипники с защитными металлическими шайбами. Последние в свою очередь ранее крепились в основном двумя способами - развальцовкой бурта шайбы в специальную канавку на внутренней поверхности наружного кольца подшипника, либо пружинным запорным кольцом.
Первый способ дает надежное соединение и достаточно прост и дешев в производстве. К сожалению, даже при условии применения селективной сборки, деформации подшипника при таком методе крепления достигают 6 мкм и более. Поэтому данный способ не употребляется при фабрикации прецизионных подшипников.
Крепление пружинными кольцами добавляет в конструкцию подшипника еще одну деталь. Однако что еще более важно, при эксплуатации таких подшипников часто наблюдается частичное вытекание консистентной смазки, заложенной в подшипник. Понятно, что во многих случаях, например в подшипниках HDD компьютеров это совершенно не допустимо. Кроме того, имеются определенные технологические сложности в проточке узких канавок под пружинные кольца.
Решением данной проблемы стало крепление защитных металлических шайб к наружнему кольцу подшипника точечной лазерной сваркой. Вероятность вытекания смазки уменьшилась в 2Е4 раза. Вместо достаточно нетехнологичной канавки, в кольце подшипника стало возможным выполнять простую цилиндрическую проточку. Форма самих защитных шайб упростилась (вместо тарельчатых они стали плоскими), снизилась их толщина. Сварочные деформации не превышают 0,7÷1,0 мкм, что дает возможность выпускать подшипники всех классов точности
Данный способ крепления защитных металлических шайб внедрен в массовое производство.
Первоначальная идея (~1985) - Бондаренко И. Е. (бывший зам. главного инженера ГПЗ-4). Разработчики: Саяпин Г. П. (начальник лаборатории лазерной и плазменной обработки), Федосов С. А. (технология, общая компоновка и механическая часть сварочной установки), Мордовин Г. А. (электронная часть сварочной установки).
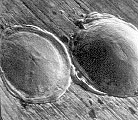
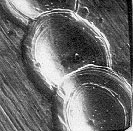
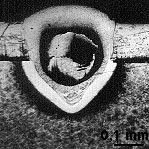
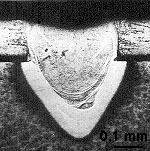
При сварке можно использовать корреляцию между внешним видом сварных точек и их качеством [1]:
 |  |
 |  |